


The Tools of Your Trade - Aeronaut Automated Cutting Systems




For over 30 years, Aeronaut has been making the essential automated cutting systems, software and accessories to help you get your job done.




For technical and recreational textiles, upholstery and packaging, we've developed the cutters, tooling, software and accessories to make your work faster, easer, more profitable and more fun.




We've supported customers like you with reliable tools that work as hard as you do on the day to day tasks and for those out of the ordinary jobs, we've made the special machines.




Look around and see what our extraordinary customers are doing with Aeronaut cutting systems, from Mars lander parachutes and space suits to window blinds, cars seats, truck curtains and RVs.
Aeronaut Automated Cutting Systems
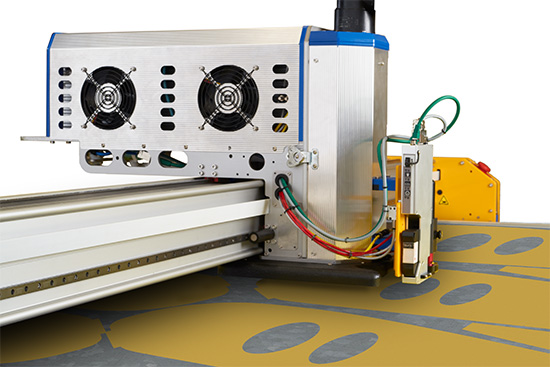
Modular Machines
Aeronaut's machines are modular. We've developed a series of standard building blocks for cutting heads, quick-change tooling and accessories. Gantries are extrusion based as are our flat-pack cutting tables so they can be configured and fitted together, even as we admit, in a dizzying range of combinations.
These modules can be fitted together to create a highly versatile, future proof and expandable machine from 900mm (36") to 12,000mm (472")wide and over 50 metres (164') long. So if you have a special job and don't see the machine you need on these pages, just ask. Maybe we've made one already.
Aeronaut makes automatic cutters into cutting systems fitted with the widest range of cutting technologies.
Rotary blade, reciprocating blade, laser and ultrasonic in formats from the most versatile and future proof cutting systems on the market to simple and affordable entry-level self-installed machines and almost everything in between.
Aeronaut's cutters are notable for their rational engineering, uniquely efficient quick-change tooling, functional styling and incredibly long service life.
Look at the cutters menu for information about the cutters we make. Or you can look at the industries menu to get an idea about what type of cutter might suit a particular industry. Or just contact us by phone or email using the form below and talk to us about your own work.









Easy to Use
Simple to Maintain
High Reliability
Industries
Window Furnishings


Interior or exterior, from café curtains to hurricane screens, roller shades to romans, awnings and umbrellas, Aeronaut has the complete solution for factory automation from rapid pattern design to cut and seal.
Tension Structures


Tension membrane structures, textile roofs and shade sails need accurate, wide-span flatbed cutters which is Aeronaut's speciality and why you'll find products cut on our machines all over the world.
Canvas & PVC


Aeronaut cutters are used extensively in technical and recreational textile work. Camper vans, camper trailers, bags, seats, tents, swags, gym equipment, circus tents, marquees and all sorts of other products are made with the help of Aeronaut cutters.
Sailmaking & Marine


Aeronaut started with sailmaking and it's an industry we know well. So it is no surprise that Aeronaut cutters are used for making woven, laminated and membrane or string sails as well as boat covers, bikinis, boom covers and even composite hulls and spars.
Parachutes & Paragliders


Parachutes, paragliders, hang gliders and lightweight aircraft is an industry area where Aeronaut laser cutters have a big presence. Where all-round edge sealing and accurate cutting are essential, a flatbed laser cutter is the best tool for the job.
Leather & Upholstery


Aeronaut developed a low cost leather cutting system almost two decades ago and it's evolved into a very powerful system for cutting leather and upholstery products mainly due to Aeronaut's brilliant SiliconEye machine vision system for hide and pattern scanning and interactive nesting.
Increase Productivity
Reduce Waste
Reduce Mistakes
Software, Nesting and Technology
Nesting & Control


Aeronaut's Tangent software is the key to reducing fabric waste and Tangent's powerful and user friendly cutter control is essential to increase production.
Autonesting
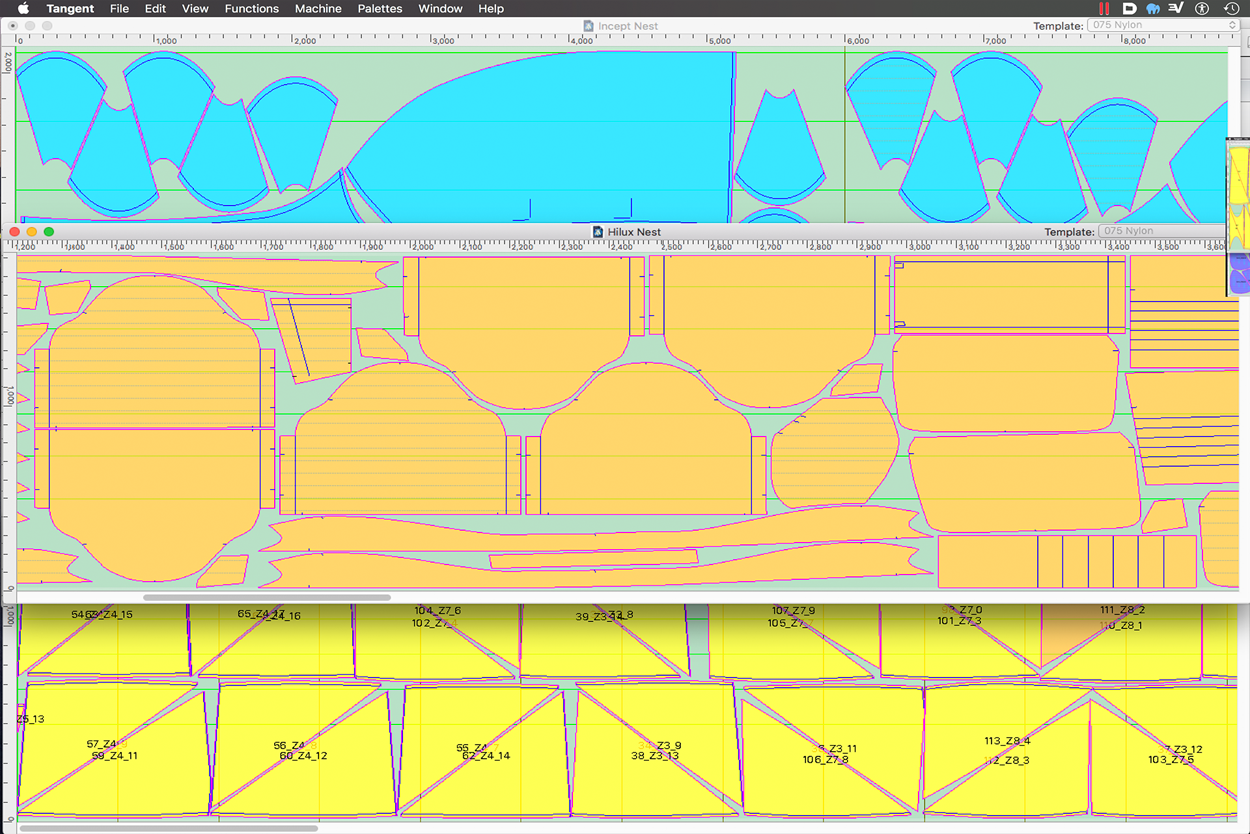

Fast and efficient autonesting can pay for a cutting system in months if your fabric is expensive - and isn't waste fabric the most expensive fabric in your business?
Rapid Patterning
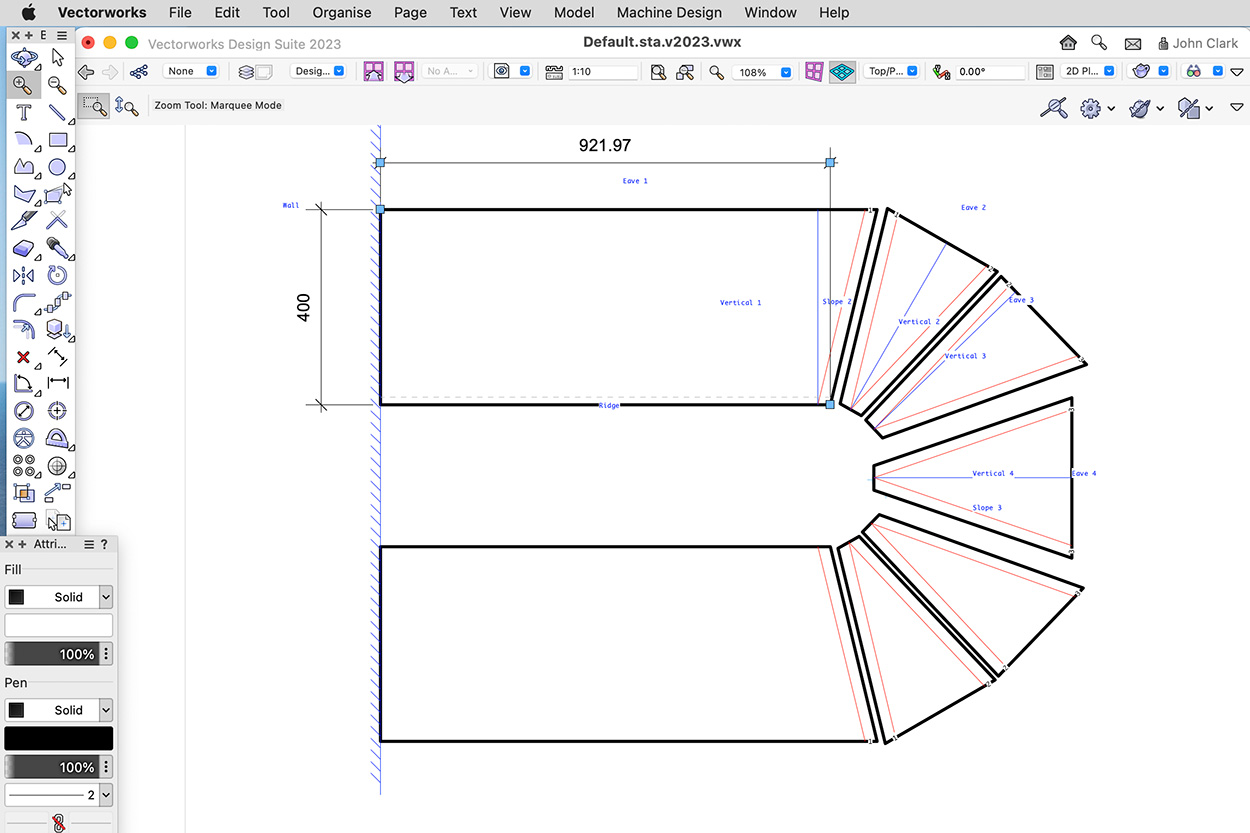

Aeronaut has developed rapid patterning software and CAD plugins to reduce the design to cut time down to a few minutes on complex patterns.
Autotracing Patterns


Aeronaut's revolutionary SiliconEye machine vision software can accurately trace and digitise a table full of patterns in seconds.
Aligning Patterns

With Aeronaut's full-table or gantry mounted machine vision systems, aligning cut profiles to patterned fabric or digitally printed material is simple.
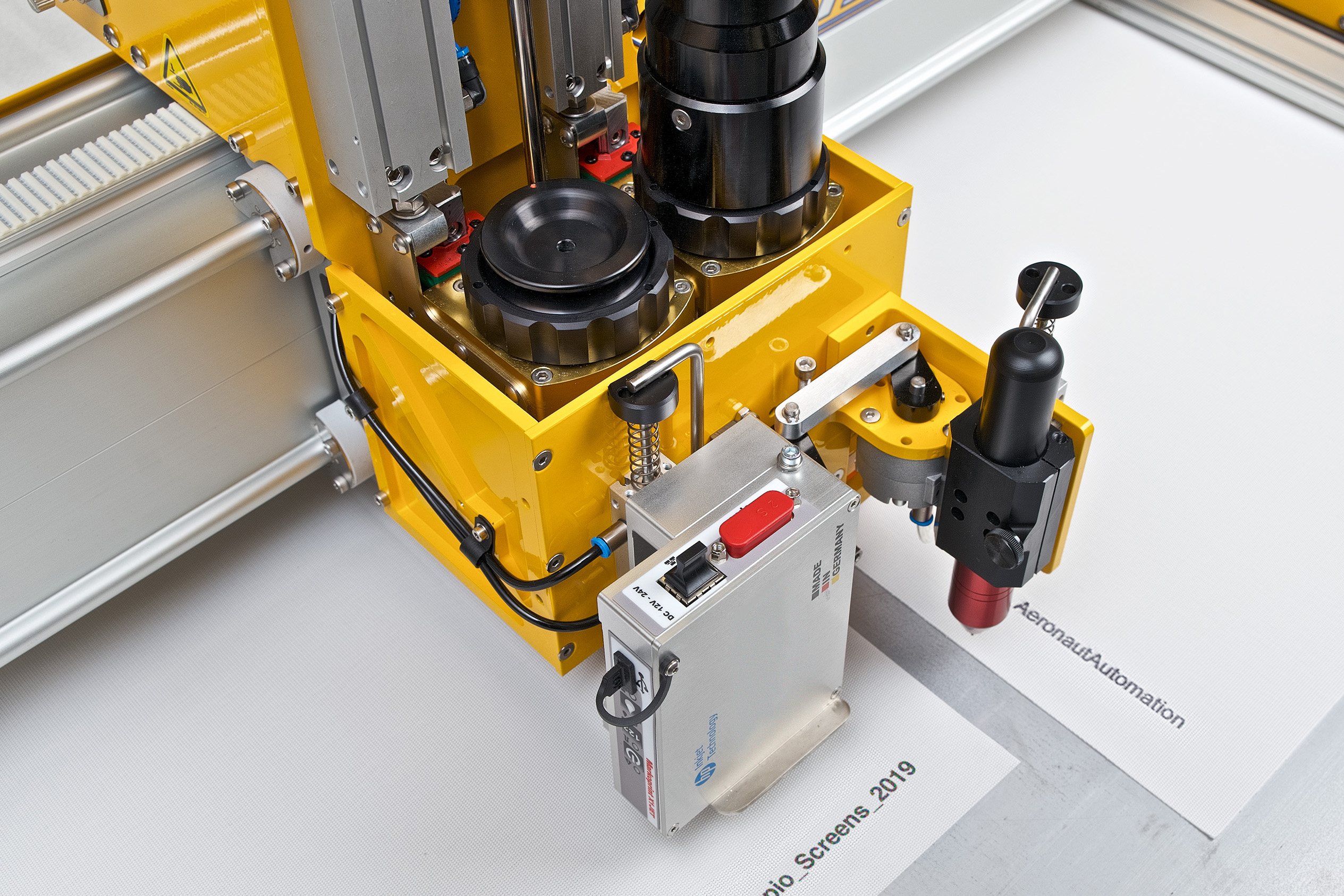
Inkjet Printing


Inkjet printing is the fastest way to do pattern numbers, markings and reference text on almost any fabric.
Why Automate?
Most of the benefits of automation are obvious, others less so.
- Automation will increase productivity without increasing staff numbers while at the same time reducing waste, mistakes and staff stress at busy times.
- If you don't want growth, automation can let you produce the same number of good quality products with fewer staff.
- Automation reduces your reliability on key workers and conventional skills while attracting another generation of workers who might be entirely happy with computers but less so pushing a pair of scissors.
- Automation adds value to a business since the IP, designs and patterns are all digitised and can be stored off-site.
- Cutting accurate patterns no longer depends on key workers. Aeronaut cutter are easy to operate so many people can run a cutter and saved jobs can be easily recut.
- Automation means you can do more markings and more markings means faster, more accurate and more reliable assembly. The cutting and marking process may take a while longer but the sewing, welding or bonding operations are much faster.
Why Aeronaut?
- Apart from the obvious reason that Aeronaut has some of the best people around in sales, design, software and support…
- Aeronaut cutters are legendarily reliable. We've got dozens of cutters over 20 years old which are still doing the same reliable job for their owners.
- The cost of ownership of an Aeronaut cutter is very low. Upgrades, spares and service are readily available even for 30 year old machines.
- Over a third of new machine orders are from customers who already own at least one Aeronaut cutter, something which applies across the board from NASA contractors to the boat cover maker down the road.
- Aeronaut's cutters are rationally designed machines. As one customer said, "if we'd bought another make of cutter, we'd have spent more on plastic covers than we did on our whole machine".
- Aeronaut cutters may be overbuilt, like a '70s Mercedes, but there's a sense of security in knowing that your 3 metre wide cutter is also working somewhere else at 6 metres wide.
- If it's yellow, it doesn't break! 90% of components are made in-house on one of 5 CNC machines, most of which are German 5 axis machining centres. If we made it once, we can make it again.
-
![qxif-quote-left]()
15 years of great service... what is there to complain about?
AM
Window furnishings.
-
![qxif-quote-left]()
Actually, your cutter can cut everything. We also use it for hard materials (Cordura, thick foams and polyethylene, etc.) rigs, bags and so on. For this just increase the pressure.
A.K
Sporting Goods
-
![qxif-quote-left]()
Advantages of the Aeronaut cutter are: 1. Accuracy and neatness of details is much more better. 2. Possibility to cut various materials and multilayers for some fabrics (with good airporosity). 3. More reliable work 24 hours per day 7 days a week.
P.H.
Recreational Products NSW
-
![qxif-quote-left]()
Aeronaut software is by far the best in the industry and was the swaying factor in our decision to buy an Aeronaut cutter.
M.C.
Window Furnishings.
-
![qxif-quote-left]()
All our Tensioned Fabric Structures are cut on the plotter we have never had accuracy issues. 18 years this year, more square meters than I’d care to think about and still going strong.
N.M.
Tension structures & shade sails
-
![qxif-quote-left]()
At that price? We can afford to buy two... (And they bought six.)
B.F.
Window furnishings
-
![qxif-quote-left]()
Buying a cutter from Aeronaut Automation has been one of the best decisions we have made in the last 10 years.
S.L.
Shade structures
-
![qxif-quote-left]()
Buying an Aeronaut cutter has improved accuracy and reduced waste. Production time has been greatly improved.
B.M.
Fabric structures
-
![qxif-quote-left]()
I am impressed by our Aeronaut machine. It is absurd to make comparisons between Aeronaut and XxxXxxx product. If Aeronaut is a cutter then XxxXxxx is a toy.
A. K.
Paragliders
-
![qxif-quote-left]()
I called five of your customers. You can't buy goodwill like that. You can expect our order this morning.
A.C.
Blind maker
-
![qxif-quote-left]()
I don't know what we would do without it. I could not imagine going back to working in the old way.
M.B.
Sailmaking
-
![qxif-quote-left]()
I just cut some medium weight kevlar sails, I'm still impressed by the speed and accuracy the Aeronaut cutter runs. Very nice when I have to work on a sunny Saturday afternoon.
J.H.
Denmark
-
![qxif-quote-left]()
I just want to say, this week we have going hard, 20 hours a day for 5 straight days and the Aeronaut machine hasn't missed a beat. Just wanted to congratulate you on a fine piece of machinery.
T.H.
Short run packaging
-
![qxif-quote-left]()
I knew within five minutes of seeing an Aeronaut cutter that I was going to buy it.
B.F.
Soft furnishings.
-
![qxif-quote-left]()
I must admit the more I use your machine more I am in love with it. It's a wonderful machine.
B.V.
India
-
![qxif-quote-left]()
I saw one of the new Aeronaut tables last week at XXXX Sails, a very smart set up. I can honestly say I don't know of anyone who has anything but praise for Aeronaut's installations here in the UK.
A.S
Cloth Supplier. UK.
-
![qxif-quote-left]()
I'm impressed by Aeronaut's practical approach instead of the marketing approaches of Xxxxxx, Xxxxxx, Xxxx Xxxxxx etc.
T.G.
Manufacturing Consultant UK
-
![qxif-quote-left]()
If you are looking for an endorsement for Aeronaut, mine would be 110% Yes!
T.R.
Blind Maker USA.
-
![qxif-quote-left]()
If you were thinking of getting an Aeronaut cutting system, just do it!!… You won’t regret it!!!
S.L.
Shade structures
-
![qxif-quote-left]()
In comparison with our old xxxxxx machine, cutting speed have increased (around 20-40%).
M.W.
Sailmaker
-
![qxif-quote-left]()
In my experience the Aeronaut is very good. It is simple and robust, and is able to be maintained with a limited skill set.
B.H.
Sailmaker
-
![qxif-quote-left]()
It is incredible what our Aeronaut cutter has allowed us to achieve in production and technical add-on to our business.
T.R.
Blind Maker USA.
-
![qxif-quote-left]()
It was the Aeronaut software which was the clincher. The software was the best we saw anywhere.
M.W.
Automotive Upholstery
-
![qxif-quote-left]()
Many thanks and well done on a fantastic product.
R. H.
Blind Maker
-
![qxif-quote-left]()
Next time, I won't buy just one Aeronaut cutter, I'll buy two or three!
F.C.
Window shades
-
![qxif-quote-left]()
Our Aeronaut cutter has fully fulfilled my expectation to the letter. I can’t fault the machine.
C.M.
Window shades. USA.
-
![qxif-quote-left]()
Our Aeronaut cutter has tripled our business. It has made our company a lot more successful and life is easier.
C.T.
Canvas
-
![qxif-quote-left]()
Our Aeronaut cutter is a great bit of kit. I would recommend it to anyone.
P.W.
Sailmaking
-
![qxif-quote-left]()
Our Aeronaut cutter is the best thing we have ever bought.
S.M.
Truck Curtains Victoria.
-
![qxif-quote-left]()
Our Aeronaut cutter offers great advantages on smaller orders as well as the large ones due to fast and precise cutting of materials we use to create the final products.
P.M.
Shade structures
-
![qxif-quote-left]()
It's reduced a day's cutting for four people down to 1.5 hours for just one.
M.K.
Canvas
-
![qxif-quote-left]()
Our Aeronaut cutter paid for itself three times over inside the first two years.
JG
Truck Curtains
-
![qxif-quote-left]()
Our Aeronaut has done a phenomenal job... otherwise we would not be buying another.
JK
Window furnishings.
-
![qxif-quote-left]()
Our cutter has cut hundreds of thousands of pieces and we've never had a breakdown.
![]()
AK
Window furnishings.
-
![qxif-quote-left]()
Our cutter is an Aeronaut out of Australia and it has been my best purchase ever.
T.R.
Blind Maker USA.
-
![qxif-quote-left]()
The Aeronaut cutter does more work than two and a half people, and it doesn't make mistakes. Based on that and the price, I can pay for it inside two years.
M.B
Blindmaker
-
![qxif-quote-left]()
Our decision to invest in your product was like flying to moon for us but it has made a massive difference to our company.
B.D.
Composites NZ
-
![qxif-quote-left]()
The Aeronaut cutter has completely transformed our manufacturing process. The cut pieces just fall together under the welder.
S.T.
Tension membranes NZ.
-
![qxif-quote-left]()
The Aeronaut cutter is the best, most simple solution to the problem of wide format cutters that I have seen.
P.A
A CNC machine manufacturer
-
![qxif-quote-left]()
The best thing about our cutter... is that it has reduced stress in the factory. If we get a big order we know the machine will handle it, fast, and no mistakes.
P.W.
PVC fabrication
-
![qxif-quote-left]()
The effort was well worth it as the new machine has revolutionised the way we do things here, and has been for the past few years.
D.P.
Paragliders
-
![qxif-quote-left]()
The Elektron Quattro is ideally suited to high volumes as it's very accurate in minimising fabric waste.
P.M.
Shade structures
-
![qxif-quote-left]()
The good thing about our Aeronaut machine is that it is so easy to operate that we have four workers who can use it.
N.S.
Carbon and Glass Fibre pre-preg
-
![qxif-quote-left]()
The quality of the machinery speaks for itself… it is more accurate than any other cutting table.
S.C.
Window Shades"
-
![qxif-quote-left]()
The reason we bought an Aeronaut cutter is that it looked simple and reliable, and I knew we could do any maintenance on it ourselves.
D.M.
Corrugated Packaging.
-
![qxif-quote-left]()
There is no doubt in my mind that the Aeronaut cutter is the best way to go when it comes to supplying pool blankets.
S.B.
Swimming pool covers
-
![qxif-quote-left]()
We are excited about the prospects and the future. Aeronaut's table is true work-horse and is out performing any other table on the market.
A.M.
Packaging.
-
![qxif-quote-left]()
We are happy with the product and your team is responsive and your are providing a good support. For these reasons I would like to ask you if you would be interested in working with us on a much larger scale project.
T.R.
Composites
-
![qxif-quote-left]()
We are only as successful as our suppliers and supporters allow us to be, and we view Aeronaut as an integral part of our success.
M.W.
Window Furnishings
-
![qxif-quote-left]()
We are very happy with our new cutter, you made a very good job. Thanks. When you have clients, who are interest for the Aeronaut cutter, its no problem so send the guys to us. We can show them, no problem
S.S.
Sailmaker
-
![qxif-quote-left]()
We can unpick a product, lay it flat on the table and trace it with SiliconEye so what might have taken days to design, draw and make up, might be finished in just hours.
P.M.
Shade structures
-
![qxif-quote-left]()
We cut 2,000 to 3,500 metres each week with 30% less waste than our competitors.
J.L.
Carpet Cutting
-
![qxif-quote-left]()
We have achieved an 80% reduction in the labour to mark and cut. It takes 2 minutes to mark and cut everything. Previously, that would have taken over 10 minutes.
W.K.
Hurricane screens
-
![qxif-quote-left]()
We have just cut 36 bags with our new laser at nearly 2 bags per minute. That's a saving of over three days a year on this product alone compared with the old method.
A.R.
PVC
-
![qxif-quote-left]()
We love our Aeronaut cutter! It's the best machine we've got.
G.H.
Window Furnishings
-
![qxif-quote-left]()
We love this machine... it just goes and goes.
AK
Window furnishings.
-
![qxif-quote-left]()
We've had our Aeronaut cutter two years now and it's going like a train. If anyone wants to know, they can call me.
B.S
Sailmaking.
-
![qxif-quote-left]()
Why wouldn't I promote Aeronaut at every opportunity? Our cutter has been the best technical investment we ever made!
![]()
B.D.
Inflatables NZ
-
![qxif-quote-left]()
With an Aeronaut cutter, production is up 30% on our most optimistic estimates. and that is after using two types of competitive machine.
R.B.
Corrugated Packaging
-
![qxif-quote-left]()
With the Aeronaut cutter performing three times faster than hand cutting, the company had to put on two extra full-time machinists, as well as one casual, to keep up.
C.K.
Canvas & PVC
-
![qxif-quote-left]()
Aussie Bills has been using the Aeronaut for about 9 years. We have found the drive system to be very reliable with low maintenance required.
A. J.
Blinds, awnings
-
![qxif-quote-left]()
With the Aeronaut cutter performing three times faster than hand cutting, the company had to put on two extra full-time machinists, as well as one casual, to keep up
K.C.
Truck curtains

Contact Aeronaut
Get the facts from the factory direct. If you want advice on automated cutting, an offer on a complete cutting system or to arrange a demonstration, just ask!
