
Aeronaut Cam-lock Quick-change Tool System
The Tools of Your Trade


Why Cam-lock Tools?
Cam-lock tools are a proprietary Aeronaut design, modelled on the tools used on metalworking CNC machines. They have many advantages over the basic bolt-on tools used on most competitive machines which can't be considered quick-change.
- Cam-lock tools can be changed in seconds.
- The quarter turn fastening method is simple and reliable.
- Changing blade off the machine is quicker and safer.
- When high production speeds are essential, having two Cam-lock blade holders means one can be in use, while the blade is being changed on the other.
- Drill-punch tools can be fitted to any steered axis so you can easily use more than one punch size.
- Cam-lock tools effectively future-proof the machine. You can fit the tools you need for work in the future.
- Cam-lock tools all have the same geometry and blade angle so any tool can be fitted to any steered axis without changing settings.
- Cam-lock tools come in nice colours. One NASA contractor bought two sets just because they liked the colours!




Cutting, Creasing, Drilling and Punching
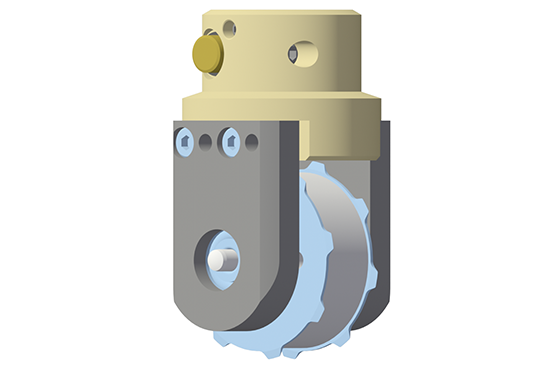
Rotary Blade Tools
Tangentially steered rotary blade (pizza wheel) blades are the most common cutting tools used on most materials on all single and low ply cutting machines all around the world.
The rolling blade cuts with a shearing action which doesn't move materials much while cutting. The long exposed blade edge means long blade life on most materials. (Blade life is almost impossible to estimate bu… on PVC it might be days while on glass fibre, might be hours.)
28mm rotary blade. This the most widely used tool for most cut jobs. The blade geometry allows most shapes to be cut… see the notes on blade geometry below.
The blade support shoulders are available in a range of diameters to expose more or less blade and to allow discs to ride on the material surface if required.
Blade rotation can be locked with a set screw to allow the tool to be used as a soft drag knife.
Blades are reasonably priced and have a good working life on most materials.

Why call it a rotary blade? Well, after getting a cutter stuck in customs in the Balkans for some weeks because they thought a pizza blade cutter had something to do with food production, we decided a rotary blade was a safer name!
18mm rotary blade. This is the tool to use for detailed shapes. It's good for PVC, leather and other materials where you want to cut small diameter radii and limit overcut.
Blade support shoulders are available in a more limited range of diameters.

45mm rotary blade. This tool can be used for cutting thicker materials like foam rubber and for cutting simple and large patterns. The large diameter doesn't allow for fine details.
Blade support shoulders are available in a wide range of diameters.

Drag Blade Tools
Drag or Tangential blade holders take a range of different geometry blades from high quality solid carbide blades to simple craft blades.
Many blade holders will either take different blade geometries or inserts are available for this.
LC Drag Blade Holder. This holder will take most drag blade types with a flat back. The blade tip is indexed to the tool axis centre in the holder to make sure that the cut starts and ends correctly.
The blade depth is set by the screw depth stop base and the locking ring fixed so replacement blades are set to the correct depth.

Drag blade cut depth is set using a depth stop. Generally the depth stop is set and locked in place and this retains the cut depth over blade changes.
Depth stops are made from low-friction plastic and available in a range of shapes from the basic to the Mushroom blade holder with teflon insert.
The Omniversal drag blade holder uses a NASA inspired blade locking mechanism (OK, they complained about the LC blade holder) - where the blade is locked from the base of the holder so the depth stop is not touched during a blade change and blade position is improved.


Plunge drag blade. This holder is the best drag blade option. The blade depth is set by a mechanism in the cutting head which pushes the blade holder insert down by a precise amount when cutting. The depth is set either in software or via an adjustment knob on the top of the cutting head.

Creasing and Scoring
These tools are functionally almost the same. Fabric workers tend to call them creasers while corrugated and packaging tend to call it scoring.
When scoring cardboard, the larger diameter tools are best since they don't crack the corrugated board's surface.
45mm Creasing tool. This tool is intended for creasing or scoring materials like corrugated board. Different roller profiles are available for different thicknesses of board and types of work.

Fabric creasing can take more pressure than cardboard so smaller creasing wheels are often used.
Crush cutting tools are heavy duty creasing tools with sharper profiles designed for crush cutting.
28mm Creasing holder. This tool is available with a range of profiles to suit creasing fabric and corrugated or plain board up to 7mm thick.
The 28mm diameter profile applies more force to the substrate.

Heavy Duty Creaser or Crush Cutter. This tool holder is for heavy duty creasing on fabric or crush cutting on a hard table top.
The hardened steel profiled discs are interchangeable and can be resharpened when required.

Drill Punches
A drill punch works by slightly turning the punch as it's lowered into the material and is far more efficient that a plain punch. the speed, pressure and duration of the process is software controlled. Wads are ejected from the punch using a solid rod ejector.
Drill Punch Holder. The tool consists of three parts. The top Cam-lock mechanism. The driver and punch holder and the punch insert itself. The punch holder and insert are quick-change and snap onto the drive dog.
Punch inserts are available in sizes from pin to over 25mm/1" in standard increments.

Special Tools
Where would we be without special tools? Of course Aeronaut can adapt tools for special purposes and even make entirely new ones to a customer's specification.
Providing the lower part of the tool can attach to the Cam-lock mechanism, most designs can be accommodated.
Pinking and Perforating Tools. Pinking and perforating are not always successful on an automated cutter partly because the cutter by its geometry, tends to rough up the cutting surface. However, with careful design of the blade area, perforating tools can work well for special applications.

Products
Technology
Special Machines
Matrelec HF Welders
Applications
Company
News
Contact Details
Aeronaut Automation
4-6 Tepko Road,
Terrey Hills,
New South Wales 2084
Australia.
Hours: 8:00 - 17:00 Australian Eastern Standard Time
Tel: +612 9450 0800
Sales: Sales@Aeronaut.org
Admin: Admin@Aeronaut.org
Support: Support@Aeronaut.org
Tech: Tech@Aeronaut.org
